
Xem thêm: Dao phay đĩa
Xem thêm: Dao phay ngón
Khi gia công nhôm, và đôi khi khi gia công gang có chèn CBN hoặc gốm, có thể sử dụng tốc độ cắt hơn 1000 m/phút, dẫn đến ăn bàn rất cao, vf. Loại gia công này được gọi là Gia công tốc độ cao (HSM).
Trong phay các vật liệu có độ đục ngắn, chẳng hạn như gang xám, có thể sử dụng dao phay mặt đầu có bước răng sát cực lớn, dẫn đến ăn bàn cao. Trong các vật liệu HRSA, nơi tốc độ cắt thường thấp, bước tiến gần hơn dẫn đến nguồn cấp dữ liệu bàn cao.
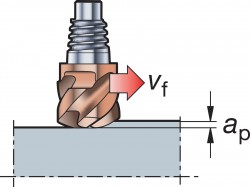
Có thể phay mặt với lượng tiến dao trên mỗi răng rất cao (lên đến 4 mm / răng) khi sử dụng các dao cắt có góc đi vào nhỏ hoặc khi sử dụng dao cắt tròn do hiệu ứng làm mỏng phoi. Mặc dù độ sâu của vết cắt được giới hạn dưới 2,8 mm, nhưng nguồn cấp dữ liệu cực đoan khiến nó trở thành một phương pháp phay năng suất cao. Các khái niệm dao cụ thể được tối ưu hóa cho phay tiến dao cực cao ở độ sâu cắt dọc trục nhỏ. Góc đi vào nhỏ là điều kiện tiên quyết cần thiết để áp dụng nguồn cấp dữ liệu cao và nhanh, nhẹ.
Lựa chọn dao cụ
Tốc độ cắt nhanh:
- Góc cắt 10°cho phép tiếp liệu trên mỗi răng rất cao, fz
- Tỷ lệ ăn cao ở độ sâu cắt nhỏ, ap
- Các công cụ có độ chính xác cao được tối ưu hóa để gia công thép cứng tốc độ cao
- Gia công thô đến bán hoàn thiện các đường viền và cấu hình không đối xứng với tốc độ tiến dao khắc nghiệt
Dao phay mặt tròn:
- Tăng hiệu ứng làm mỏng phoi khi cắt dọc trục giảm
- Hành động cắt mượt mà
- Máy cắt mục đích chung cho các điều kiện khó khăn hoặc ánh sáng
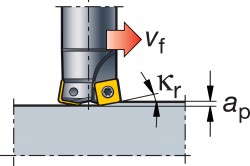
Dao phay mặt góc nhỏ
Dao phay mặt lớp đầu với một góc nhỏ Kr cho phép tỉ lệ ăn dao nhiều hơn, tốc độ Vf nhanh hơn
| iC | Kích thước mm | Khả năng cắt | ||
| iC | R | b | a | x |
| 9 | 2.5 | 7.05 | 1.2 | 0.79 |
| 14 | 3.5 | 12 | 2 | 1.48 |
Lưu ý: Tránh gia công hoàn toàn so với bề mặt phôi 90 °, vì tác dụng của góc tiếp cận thấp sẽ bị mất, tức là độ sâu của vết cắt sẽ tăng lên đáng kể. Độ dày phoi tối đa giảm đáng kể do góc nhập thấp. Điều này cho phép sử dụng tốc độ cấp dữ liệu cực cao mà không cần tải quá nhiều các hạt chip.
Như mọi khi, tốc độ trục chính phải được giảm và điều chỉnh tùy thuộc vào các điều kiện cụ thể và để tránh rung động có thể làm hỏng các hạt chip.
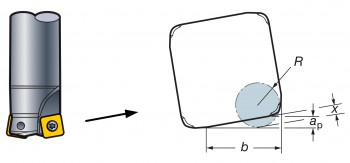
Máy cắt hạt tròn

Độ dày của phoi, hex, thay đổi theo các hạt chèn tròn và phụ thuộc vào độ sâu của vết cắt, a p . Khi sử dụng các kỹ thuật phay tiến dao cao với dao cắt hạt dao tròn, độ sâu của vết cắt phải được giữ ở mức thấp (tối đa 10% đường kính hạt dao, iC, nếu không hiệu quả làm mỏng phoi bị giảm và phải giảm lượng tiến dao, xem hình minh họa) .
Lưu ý: Khi sử dụng máy cắt hạt tròn, điều quan trọng là phải giảm lượng tiến dao khi đến gần tường / vai, vì độ sâu của vết cắt tăng đột ngột.
Hạt dao chắc chắn để gia công thô

Trên hạt dao tròn, khối lượng phoi và góc đi vào thay đổi theo độ sâu của vết cắt. Hiệu suất tốt nhất đạt được khi chiều sâu cắt nhỏ hơn 25% x đường kính chèn, iC.
Website: https://phukiencoppha.com.vn




