Máy xọc răng là gì? Là để ra công các mặt phẳng và mặt định hình, các rãnh trong và ngoài, khuôn dập cũng như bánh răng….Ở những máy xọc hiện đại,thường dùng chuyển động dầu ép. Để thực hiện chính.nếu dùng chuyển động cơ khí đế thực hiện chuyển động chính thì dùng cơ cấu cu-lit quay

Nguyên lý gia công trên máy xọc răng
Xem thêm: Máy CNC
Nguyên lý trên máy xọc răng là nhắc lại sự ăn khớp của bánh răng. Dao cọc chinh là bánh răng, dao và phôi có được sự ăn khớp này là sự ăn khớp cưởng bức
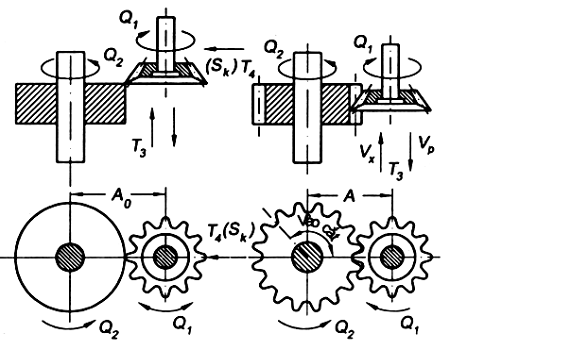
Các chuyển động của nguyên lý gia công bao hình bằng phương pháp xọc răng.
- T3 chuyển động chính , hình thành vận tốc cắt.
- Q1 và Q2 chuyển động bao hình.
- T4 (Sk) chuyển động chạy dao hướng kính.
- Ngồi ra máy còn có chuyển động nhường dao.
Sơ đồ kết cấu động học
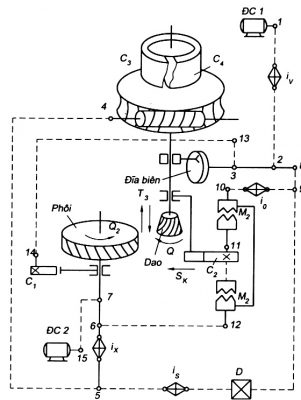
Sơ đồ động
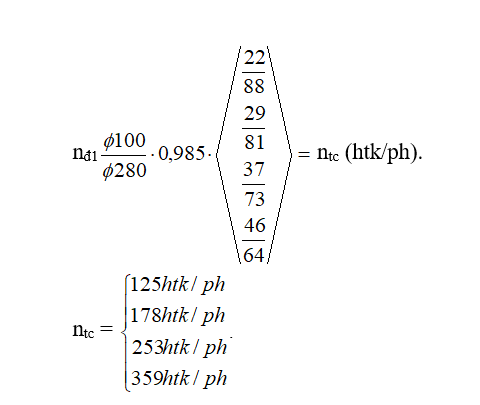
Phương trình xích tốc độ
Phương trình cơ bản xích tốc độ:
nđc . iv = ntc.
Phương trình xích tốc độ :
Để lựa chọn số hành trình kép của dao xọc, cần tính số hành trình kép cần thiết theo công thức:
(với L = b + c).
L – Chiều dài của hành trình kép.
b – Bề dày của phôi.
c – Khoảng vượt quá của dao.
v – Vận tốc cắt phụ thuộc vào môdul và vật liệu của bánh răng gia công.
Phương trình xích bao hình
1 vòng dao ⇒zd/zp vòng phôi.

⇒ Công thức điều chỉnh chạc phân độ:
Phương trình xích chạy dao hướng kính
Phương trình xích chạy dao hướng kính

T – độ nâng của cam.
Trong máy 514, cam thực hiện lượng chạy dao hướng kính, khi xích phân độ quay nó ¼ vòng, tức là 900, với cam có độ nâng h = 19,2, thì :
⇒ Công thức điều chỉnh chạc chạy dao hướng kính :
Các bánh răng thay thế trên máy 514 thực hiện chạy dao hướng kính S = 0,024; 0.048; 0.096.
Phương trình xích nhường dao:
Khi dao xọc thực hiện xong hành trình thuận (hành trình cắt) dao xọc đi lên phôi. Và dao phải tách rời nhau một khoảng từ 3 ÷ 5 mm để tránh chạm nhau.
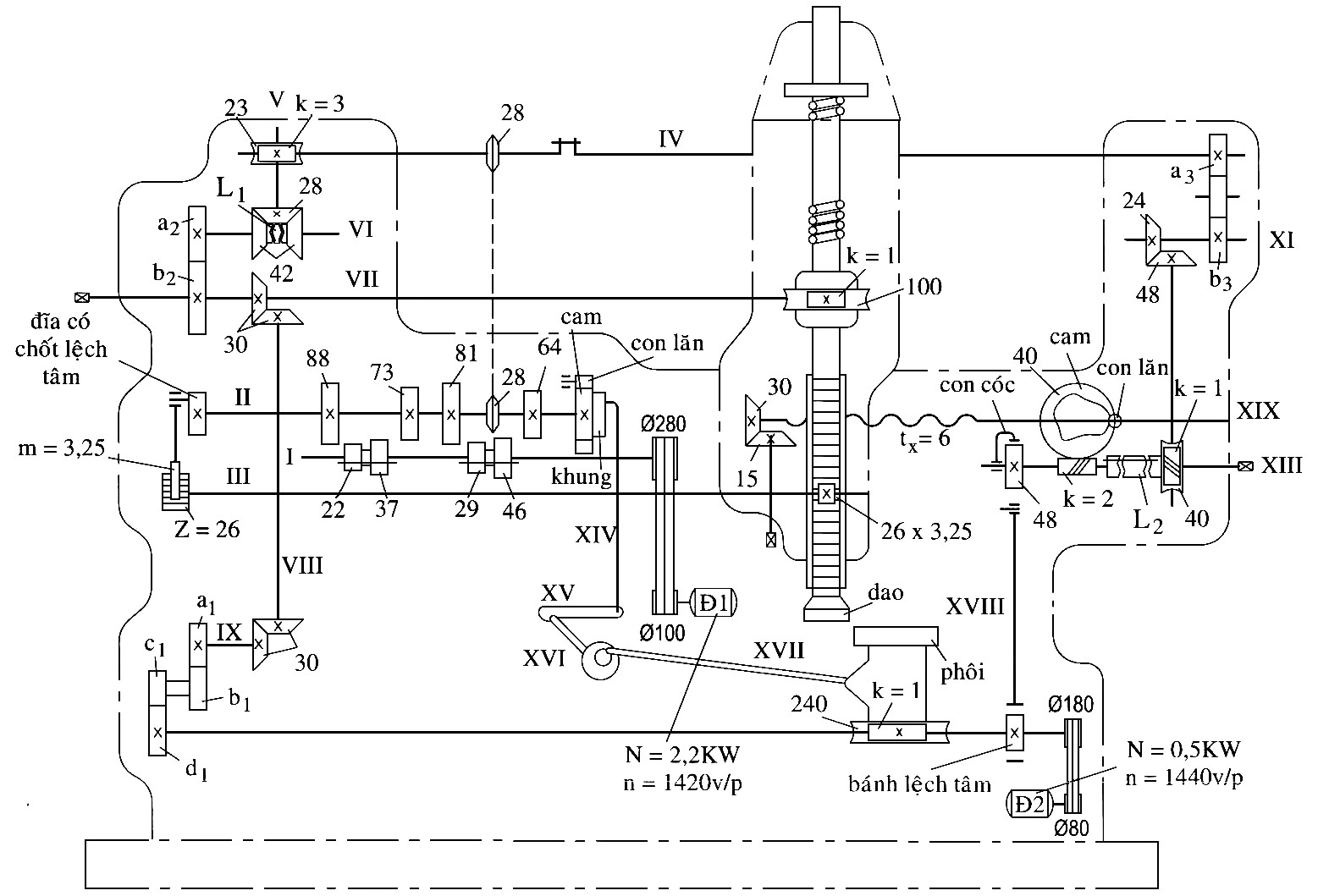
Xích truyền động thực hiện nhiệm vụ này gọi là xích nhường dao. Nó được thực hiện từ cam lắp trên trục II cam này tiếp xúc với con lăn 6 gắn với khung. Khi cam quay, khung di động trục XIV lên xuống làm cho đĩa biên 8 lắp trên trục XVI quay tròn. Trục XVII lắp lệch tâm trên đĩa biên 8 sẽ mang bàn máy lắp phôi chuyển động ra vào tương ứng với các hành trình của dao xọc.
Cơ cấu truyền dẫn
Xem thêm: Ký hiệu độ nhám bề mặt
Cơ cấu điều khiển hành trình và điều khiển dao xọc
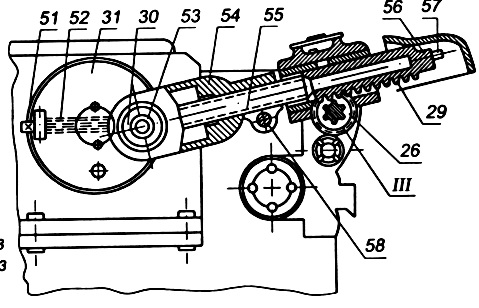
Muốn điều chỉnh độ lớn hành trình dao xọc (phụ thuộc vào chiều dài răng gia công). Dùng cơ lê vặn 51 điều chỉnh độ lệch tâm của chốt 53 trên đĩa biên 31 hành trình chuyển động của thanh răng 29 thay đổi.
Muốn điều chỉnh vị trí của trục dao dọc ta vặn vít 57 điều chỉnh vị trí an khớp đầu tiên của thanh răng 29 với bánh răng 26 quay trục III giữ cho vị trí trục dao cần thiết.
Website: https://phukiencoppha.com.vn




