Phay là gì? phay là phương pháp gia công kim loại sử dụng dao cắt có nhiều lưỡi cắt. Chuyển động chính là chuyển động quay tròn của dao, chuyển động chạy dao là chuyển động thẳng theo các phương ngang, dọc, và thẳng đứng do bàn máy thực hiện.

Đơn vị là mét phút
Trong đó: D – đường kính của dao phay [mm]
n- số vòng quay của dao [vòng/phút].
Lượng chạy dao khi phay được xác định bằng một trong ba yếu tố:
Xem thêm: Dao phay là gì?
–Lượng chạy dao răng (Sz) là lượng dịch chuyển của chi tiết trong thời gian một răng (1 lưỡi cắt) của dao phay ăn vào kim loại, đơn vị là mm/raăng.
–Lượng chạy dao vòng là lượng dich chuyển của chi tiết khi dao phay quay được một vòng, kí hiệu là Sv và có đơn vị là mm/vòng.
–Lượng chạy dao phút là lượng dịch chuyển của chi tiết sau thời gian một phút, ký hiệu là Sm và đơn vị là mm/phút.
Như vậy mối quan hệ giữa các loại lượng chạy dao trên như sau:
Sm = Sv.n = Sz.Z.n [mm/phút].
Trong đó: Z – số răng (số lưỡi cắt ) của dao phay.
n- số vòng quay của dao sau một phút.
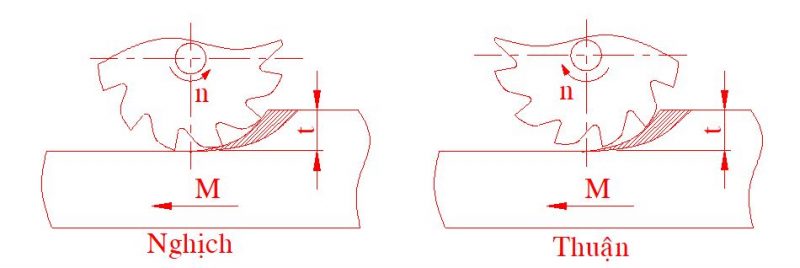
Khi phay có thể thực hiện theo hai phương pháp:
Xem thêm: Kinh nghiệm chọn mua máy CNC cũ – mua máy CNC mới
- Phay thuận là khi hướng tịnh tiến của phôi trùng chiều quay của dao. Khi phay thuận, chiều dày của phần cắt thay đổi từ amax đến không. Dao phay tạo nên lực ép phôi.
- Phay nghịch là phương hướng chuyển động của phôi ngược chiều quay của dao xuống bàn máy. Không gây hiện tượng trượt khi ăn dao nên độ bóng bề mặt tốt hơn phay nghịch. Sự va đập giữa dao và chi tiết lớn . Phù hợp với gia công tinh. Khi phay nghịch quá trình cắt ít bị va đập, máy và dao ít bị hỏng hơn, phù hợp với phay thô.
Ưu và nhược điểm của phay nghịch và phay thuận
| Phay nghịch | Phay thuận |
| Ưu điểm | Ưu điểm |
| Chiều dai cắt tăng từ amin=0 đến amax, nên lực cắt tăng từ từ, tránh được va đập, lục tác dụng theo phương tiến có tác dụng làm khích giữa đai ốc và vít me của bàn máy, không tạo ra độ rơ không gây ra rung động. | Không có hiện tượng trượt lúc lưỡi cắt mới vào cắt vì chiều dầy lưỡi cắt thay đổi từ amax đến amin. Do vậy dao ít mòn tuổi bền dao tăng lên, đô nhẵn bề mặt cao. |
| Nhược điểm | Nhược điểm |
| Ở thời điểm đầu khi răng mới vào cắt, chiều dày cắt a min=0 nên xảy ra hiện tượng trượt giữa lưỡi cắt và bề mặt gia công, làm cho độ nhẵn bề mặt gia công kém và làm dao mòn nhanh. Do đó phay nghịch chỉ dùng để gia công thô. | Khi mới vào cắt có va đập, dao dễ vỡ rung động lớn …Lực cắt theo phương tiến dao làm cho sự ăn khớp giữa vít me và đai ốc ở bàn máy không liên tục
Nếu ta cắt với chiều dầy cắt nhỏ thì lực va nhỏ ảnh hưởng đến rung động không đáng kể |
Như vậy ta đã giải quyết đc 4 vấn đề: Phay là gì?, lượng chay dao, phay thuận và phay nghịch.
Website: https://phukiencoppha.com.vn




