Tìm hiểu về trục vít bánh vít? Khi gia công bánh vít, dụng cụ cắt trong mọi trường hợp đều đóng vai trò trục vít ăn khớp với bánh vít được cắt. Về mặt kết cấu dụng cụ cắt dạng trục vít hoàn toàn giống trục vít sẽ ăn khớp với bánh vít gia công khi làm việc. Chỉ khác đường kính ngoài của trục vít ăn khớp một trị số bằng khe hở hướng kính. Gia công bánh vít thực hiện trên máy phay lăn răng hoặc máy phay ngang.
Gia công bằng dao phay lăn (dao phay trục vít)
Xem thêm: Phớt chắn dầu thủy lực
PHƯƠNG PHÁP TIẾN DAO HƯỚNG KÍNH
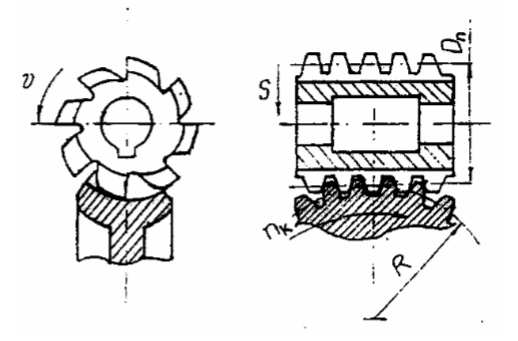
Sơ đồ gia công theo phương pháp tiến dao hướng kính
Khi thực hiện phương pháp này cần gá đặt sao cho đường tâm của dao phay nằm trong mặt phẳng đối xứng của bánh vít. Khi cắt gọt dao và phôi chuyển động quay tròn theo 1 tỷ số truyền xác định.
Chuyển động chạy dao hướng kính S thực hiện cho đến khi dao có vị trí tương ứng như trục vít ăn khớp với bánh vít. Phương pháp này năng suất cao do hành trình tiến dao ngắn nhưng độ bóng thấp và độ chính xác kém: 2 phía đầu răng bánh vít bị cắt lẹm.
PHƯƠNG PHÁP TIẾN DAO TIẾP TUYẾN
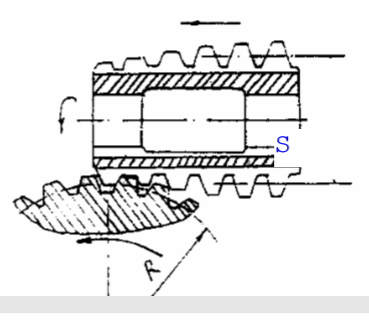
Sơ đồ tiến dao tiếp tuyến. Đường tâm của dao gá cách tâm phôi một đoạn đúng bằng khoảng cách tâm trục vít và bánh vít.
Khi cắt dao phay có chuyển động chạy dao tiếp tuyến và chuyển động quay ăn khớp với phôi.
Phương pháp này năng suất thấp nhưng đạt được độ chính xác và độ bóng cao.
Để khắc phục cả 2 nhược điểm của 2 phương pháp chạy dao nói trên. Có thể sử dụng kết hợp cả 2 phương pháp chạy dao khi gia công.
- Gia công thô: chạy dao hướng kính.
- Gia công tinh: sau khi chạy dao hướng kính đạt khoảng cách tâm giữa trục vít và bánh vít khi ăn khớp. Thì cho chạy dao tiếp tuyến để sửa đúng răng cho bánh vít và đạt độ bóng.
Gia công bánh vít bằng dao quay
Xem thêm: Lực ma sát xuất hiện khi nào
Sử dụng trong sản xuất đơn chiếc. Sơ đồ gia công hình bên dưới

Lưỡi dao được gá trên trục quay tạo thành dao phay lăn 1 lưỡi. Biên dạng và kích thước của lưỡi dao giống như lưỡi dao phay lăn. Khi cắt gọt trục dao và phôi có chuyển động quay tròn theo tỷ số truyền giống như sự ăn khớp giữa trục vít và bánh vít. Đầu dao ngoài chuyển động quay ăn khớp còn có chuyển động chạy dao tiếp tuyến hoặc hướng kính.
Để tăng năng suất gia công, trục dao có thể lắp 2 hoặc 3 dao trên cùng 1 đường xoắn vít.
Gia công bánh vít
Gia công bánh vít thì chỉ có nguyên công tạo răng là đặc trưng.
Trước hết phải có dao. Dao về cơ bản giống trục vít ăn khớp với bánh vít định chế tạo: cùng bước xoắn, cùng số đầu mối. Kích thước có khác một ít.
Ví dụ đường kính ngoài hơi lớn hơn để cắt tạo khe hở chân răng của bánh vít, ren hơi gầy hơn để tạo lượng dư mài. Hoặc chạy rà trên bánh vít. Điểm khác cơ bản là trên dao tạo các lưỡi cắt (thường là do các rãnh phay tạo thành). Khi cắt gọt, vị trí của dao và phôi bánh vít, tốc độ quay của chúng giống như khi ăn khớp (phải có máy phay lăn răng mới làm được điều này). Nhưng lúc đầu khoảng cách trục lớn hơn, dao và phôi không chạm nhau.

Trong quá trình dao và phôi quay, khoảng cách này giảm dần, xẩy ra sự cắt gọt tạo thành răng của bánh vít. Giảm đến khoảng cách trục của bộ truyền thì thôi.
Cách nêu trên chỉ có thể thực hiện được ở những nhà máy có đủ điều kiện: Có máy phay lăn răng và dao tiêu chuẩn (hoặc có thể chế tạo dao).
Khi không yêu cầu cao về chất lượng, có thể gia công theo những cách sau:
Dùng dao phay đĩa phay từng răng của bánh vít trên máy phay vạn năng.
Chú ý: Dao phải có profin gần giống profin răng bánh vít, đường kính ngoài bằng đường kính trục vít ăn với bánh vít định chế tạo. Phải xoay dao hợp với chiều nghiêng của răng bánh vít.
Chạy cà răng bánh vít vừa phay trên: Làm dao cà có dạng giống hệt trục vít ăn với bánh vít định chế tạo. Trên đó có phay một số rãnh dọc để tạo lưỡi cắt và tôi cứng tương đối. Cặp dao cà lên trục chính máy tiện (có chống tâm).
Làm đồ gá lắp phôi bánh vít lên bàn dao máy tiện, cho phép bánh vít quay tự do trên trục thẳng đứng. Chỉnh vị trí của dao và phôi bánh vít giống như khi ăn khớp. Nhưng khoảng cách trục hơi xa mà vẫn có sự ăn khớp giữa chúng.
Cho trục chính máy tiện quay, dao quay sẽ làm bánh vít quay theo. Dùng bàn dao ngang giảm dần khoảng cách trục, dao sẽ gọt dần bánh vít cho đến khi đạt khoảng cách trục yêu cầu.
Website: https://phukiencoppha.com.vn




